Avec le développement rapide des véhicules à énergie nouvelle, les processus de fabrication des batteries au lithium subissent une nouvelle transformation. La technologie des électrodes sèches, méthode émergente de préparation des électrodes positives et négatives, a suscité beaucoup d'intérêt en raison de son respect de l'environnement, de son efficacité énergétique élevée et de son applicabilité à de nouveaux systèmes tels que les batteries à l'état solide.
I. Électrodes sèches et batteries à l'état solide : Une solution verte pour l'avenir
La préparation traditionnelle des électrodes de batteries au lithium repose sur des processus d'enrobage et de séchage par solvant, tels que l'utilisation de NMP (N-méthylpyrrolidone) pour dissoudre le liant, suivie du mélange de la boue, de l'enrobage et du séchage. Ce processus est non seulement énergivore et complexe, mais il implique également des problèmes de récupération des solvants et d'émissions dans l'environnement.
En revanche, la technologie des électrodes sèches élimine complètement le solvant et le processus de séchage. Elle consiste à mélanger directement des matériaux en poudre (substances actives, agents conducteurs, liants), puis à enrober le mélange sur des collecteurs de courant (tels que des feuilles d'aluminium ou de cuivre) à l'aide d'une presse ou d'autres méthodes mécaniques.
Par rapport aux procédés traditionnels, la technologie des électrodes sèches offre les avantages suivants :
Réduction de la consommation d'énergie : L'élimination de l'étape de séchage du solvant permet d'économiser une grande quantité d'énergie thermique ;
Équipement simplifié : Des lignes de production plus courtes et un encombrement réduit ;
Respect de l'environnement : pas d'émissions de solvants nocifs, fabrication écologique ;
Convient aux batteries à l'état solide : Mieux adapté aux exigences des batteries à semi-conducteurs en matière de haute tension et d'électrodes denses.
Les électrodes sèches sont considérées comme un processus clé, notamment pour promouvoir l'industrialisation des batteries au lithium à l'état solide, car elles permettent d'obtenir une densité énergétique élevée et une grande stabilité interfaciale.
II. Le rôle essentiel des extrudeuses à double vis dans les procédés d'électrodes sèches
Si les électrodes sèches éliminent les solvants liquides, elles imposent des exigences plus élevées en matière d'uniformité, de dispersibilité et de formabilité du mélange de matériaux. Les méthodes traditionnelles de mélange de poudres sèches ou de tambours peinent à répondre aux normes industrielles en matière d'uniformité et de densité. À ce stade, l'extrudeuse à double vis offre une solution hautement efficace, contrôlable et continue.

- Mélange à sec et dispersion des matières fondues à haut rendement
Les matériaux clés pour les électrodes à sec, tels que le NCM, le phosphate de fer lithié (LFP), le noir de carbone, les nanotubes de carbone (CNT), le PTFE et le PVDF, nécessitent un mélange minutieux dans des conditions exemptes de solvants.
Les extrudeuses à double vis sont caractérisées par :
L'utilisation d'une force de cisaillement élevée et d'une structure de mélange solide permet de distribuer uniformément le liant sur les surfaces du matériau actif et de l'agent conducteur ;
Fusion partielle des liants thermoplastiques à une température déterminée, ce qui permet d'obtenir un effet de mélange “plastifiant” ;
Prévenir l'agglomération des poudres et améliorer la consistance des électrodes et la connectivité des voies conductrices.
- Prétraitement de la granulation pour une performance de compression optimisée
Le matériau mélangé est extrudé dans la section d'extrusion, puis granulé pour former des particules de taille stable et de bonne fluidité, ce qui est crucial pour la compression à sec :
Amélioration de l'uniformité du remplissage et de la densité en vrac ;
Réduire le risque de fissures de compression et de vides ;
Faciliter la réalisation d'électrodes à haute densité, répondant aux exigences de contact d'interface des batteries à l'état solide.
- Plate-forme flexible de validation des formulations et d'optimisation des processus L'extrudeuse expérimentale à double vis permet un contrôle multizone de la température, des structures de vis interchangeables et un réglage continu de la vitesse, ce qui en fait une plate-forme idéale pour le développement de formulations d'électrodes sèches :
Passer rapidement d'un système de matériaux à un autre (comme les électrolytes solides sulfurés et oxydés avec différents liants) ; étudier les effets de la température, du cisaillement et du temps de séjour sur la qualité du mélange et la performance de l'électrode ; être équipé d'un système de mesure de la température et d'acquisition de données en ligne pour faciliter la traçabilité du processus.

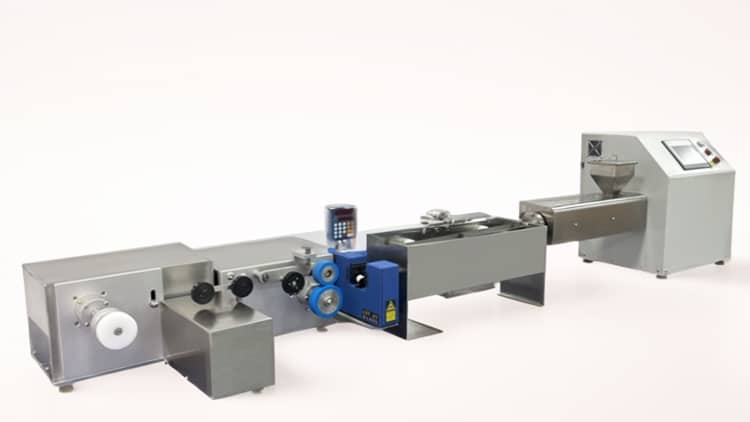
III. Configurations et cas d'application typiques
Paramètres du projet :
- Diamètre de la vis : 16mm / 20mm (laboratoire et échelle pilote)
- Plage de contrôle de la température : Température ambiante ~ 300°C, contrôle indépendant de la température dans plusieurs zones
- Structure de la vis : Conception modulaire (sections de mélange, de transport et de ventilation)
- Méthode d'alimentation : Nourrisseur de poudre, favorisant le contrôle de la perte de poids
- Méthode de décharge : Découpe à chaud, refroidissement à l'air et refroidissement à l'eau options de granulation disponibles
- Système de contrôle : Interface PLC+HMI avec fonction d'enregistrement des données
Certains fabricants internationaux de batteries (tels que Tesla et CATL) et des instituts de recherche sur les matériaux ont déployé des équipements de granulation par extrusion à double vis sur leurs lignes pilotes d'électrodes sèches, réalisant une vérification continue du processus sans solvant, du mélange des matériaux au pressage des électrodes.